タングステン合金板とは何ですか?
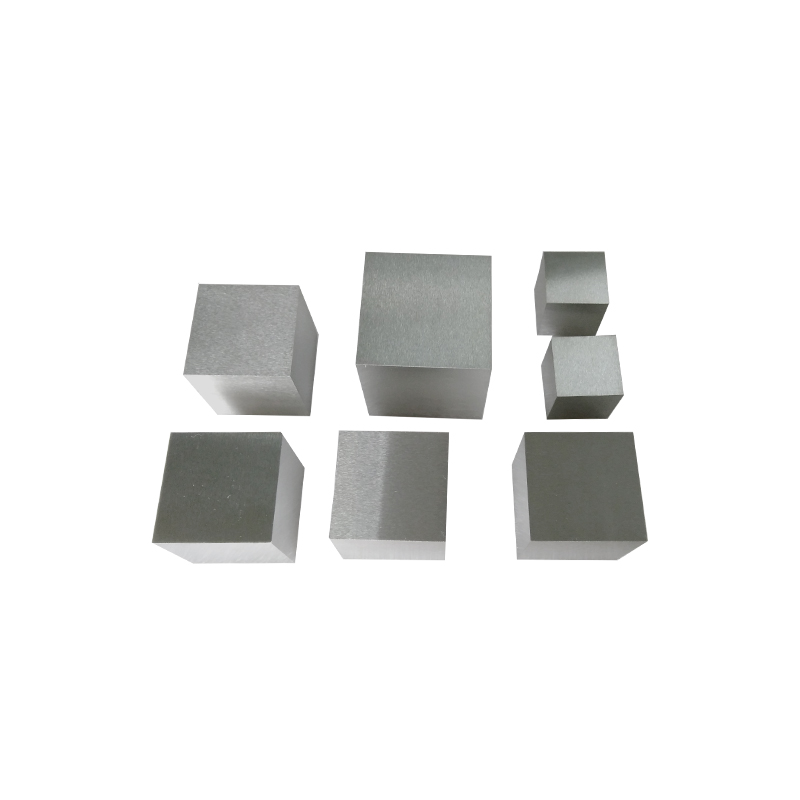
あ タングステン合金板 は、タングステンが主成分であり、通常、全組成の 85 ~ 98 重量パーセントを占める重金属複合材料から製造された平らな長方形の製品です。残りの成分は結合金属 (最も一般的にはニッケルと鉄、またはニッケルと銅) で構成されており、材料の機械加工性、延性、焼結性を向上させるために添加されます。純粋なタングステンは、そのままの状態では非常に硬くて脆いため、使用可能な形状に加工することが困難です。これらのバインダー金属の添加により、タングステンの優れた密度と耐熱性を維持しながら、平板状に精密機械加工できる十分な加工性を備えた材料に変わります。
タングステン合金プレートは粉末冶金プロセスを通じて製造されます。タングステン粉末を適切なバインダー金属粉末と混合し、ニアネットシェイプに冷間プレスし、制御された雰囲気炉内で 1,300°C ~ 1,600°C の温度で焼結します。その結果、断面全体にわたって予測可能な機械的特性を備えた緻密で均質なプレートが得られます。焼結後、プレートは通常アニールされ、正確な厚さと平坦度の公差に合わせて機械加工されます。完成品は、サイズの割に並外れた重量を特徴とし、これが鋼や鉛などの代替品と比べてタングステン合金プレートの実用上の決定的な利点です。
主要な物理的および機械的特性
タングステン合金プレートが多くの要求の厳しい業界で注目を集めている理由は、他のほとんどの材料が同時に匹敵することのできない、特定の物理的および機械的特性のクラスターに起因します。これらの特性を具体的に理解することは、重要な用途において代替品ではなくタングステン合金が選択される理由を明確にするのに役立ちます。
| プロパティ | 代表値(W-Ni-Fe合金) | スチールとの比較 |
| 密度 | 17.0 – 18.5 g/cm3 | 鋼よりも約 2.4 倍密度が高い |
| 引張強さ | 700~1,000MPa | 合金鋼に匹敵する |
| 硬度(HRC) | 24 – 32 HRC | 焼き入れ工具鋼に類似 |
| 融点 | ~1,450℃(合金) | 純Wより低く、鋼より高い |
| 放射線の減衰 | 優れた(鉛と同様) | 鋼よりもはるかに優れています |
| 熱伝導率 | 60~100W/m・K | ほとんどの鋼よりも優れています |
| 熱膨張係数 | 4.5~5.5×10⁻⁶/℃ | 鋼より低い(寸法安定性が高い) |
| 被削性 | 良好 (超硬工具付き) | 鋼よりも難しい |
密度の数値は特に強調する価値があります。タングステン合金の密度は 17 ~ 18.5 g/cm3 で、鉛の約 1.7 倍、鋼の約 2.4 倍です。これは、任意の体積において、タングステン合金プレートは、同等のサイズでは他の非放射性物質が近づけることのできない質量を提供することを意味します。この特性は、最小のスペースに最大の重量を集中させる必要がある用途におけるその価値の基礎となります。
一般的な合金グレードと組成
タングステン合金プレートは、いくつかの標準化された組成で入手可能であり、それぞれが特性の異なるバランスに合わせて最適化されています。最も広く使用されているシステムは、ニッケル鉄 (W-Ni-Fe) およびニッケル銅 (W-Ni-Cu) で、タングステン含有量は 85% ~ 97% の範囲です。
W-Ni-Fe (ニッケル鉄バインダー)
これは最も一般的なタングステン合金プレートの組成であり、ほとんどの構造および弾道用途のデフォルトの選択です。鉄の含有により、ニッケル銅グレードと比較して透磁率がわずかに向上し、硬度が増加します。 W-Ni-Fe 合金は、タングステン濃度 90%、93%、95%、97% で提供されており、タングステン含有量が増加するにつれて密度も増加します。これらのグレードは、タングステン重合金の主要な国際規格である ASTM B777 クラス 1 ~ クラス 4 の要件を満たしています。
W-Ni-Cu (ニッケル銅バインダー)
ニッケル - 銅バインダー合金は非磁性であるため、医療用画像機器環境や特定の航空宇宙センサー システムなど、磁気干渉を回避する必要がある用途で推奨されます。 W-Ni-Cu グレードは同等の W-Ni-Fe 組成よりも強度がわずかに劣りますが、その非磁性特性は特殊な使用例では決定的な利点となります。また、特定の化学環境では耐食性が高いとも考えられています。
高密度グレード (95% ~ 97% W)
あt 95% and 97% tungsten content, plates achieve densities of 18.0 to 18.5 g/cm³ — the upper range of what powder metallurgy sintering can reliably produce. These ultra-high-density grades are used in applications where every additional gram of mass per unit volume matters, such as radiation shielding collimators, kinetic energy penetrator components, and precision counterweights in aerospace. They are somewhat more brittle and harder to machine than lower-tungsten grades, requiring specialized carbide tooling and careful cutting parameters.
産業および防衛用途
極度の密度、放射線遮蔽能力、高強度、寸法安定性の組み合わせにより、タングステン合金プレートは驚くほど幅広い業界で有用になります。以下のアプリケーションは、最も重要で確立された用途を表しています。
放射線遮蔽
タングステン合金プレートは、医療、原子力、工業用放射線撮影用途における放射線遮蔽として広く使用されています。これらは、鉛に匹敵するガンマ線および X 線減衰性能を提供しますが、その体積は数分の 1 であり、同等の遮蔽性能を持つ鉛プレートよりも約 60% 薄いタングステン合金プレートです。このサイズの利点は、PET スキャナー、放射線治療コリメータ、核医学で使用されるシリンジ シールドなどのコンパクトな医療機器において非常に重要です。鉛とは異なり、タングステン合金は毒性がなく、剛性があり、正確な公差に合わせて機械加工できるため、複雑なデバイスの形状に簡単に統合できます。
防衛および弾道用途
防衛用途では、タングステン合金プレートは装甲部品、弾道障壁、および運動エネルギー貫通体の原材料として機能します。この材料の高密度と硬度により、高速での運動衝撃によって保護装甲を打ち破ることができます。タングステン合金は、取り扱いや廃棄に関する規制が少ないため、一部の侵徹発射体用途において主に劣化ウランに取って代わりながらも、依然として優れた弾道性能を発揮しています。プレートは、放射線障害のある環境で運用される可能性のある装甲車両の放射線防護インサートとしても使用されます。
あerospace and Aviation Counterweights
あircraft and spacecraft require precise mass balancing to ensure stable flight. Tungsten alloy plates are machined into counterweights for helicopter rotor blades, control surface balance weights in fixed-wing aircraft, and vibration damping components in aerospace assemblies. The high density allows engineers to achieve the required mass within extremely tight space envelopes — a constraint that becomes critical in applications where every cubic centimeter of available space is accounted for in the design.
石油およびガス産業
方向性掘削作業では、タングステン合金のプレートとブロックが、制限された直径でビット上の重量を必要とする掘削カラーやダウンホールツールのコンポーネントとして使用されます。タングステン合金の高密度により、ドリラーはツールストリングの外径を大きくすることなく、穴底アセンブリにかなりの質量を追加できます。これは、硬い岩石層を掘削したり、ケーシングの制限を通過したりする場合に重要な利点です。
産業用振動の減衰とバランス調整
製造装置、精密機器、回転機械では、多くの場合、振動を排除し、スムーズな動作を確保するために高密度のカウンターバランス質量が必要です。タングステン合金プレートはフライホイール、ジャイロスコープ、バランス治具に使用されており、その高密度により質量を回転軸の近くに配置することができ、回転慣性を最小限に抑えながら減衰効果を最大限に高めます。これは、高速スピンドル、タービン、CNC 加工装置で特に価値があります。
機械加工と製造に関する考慮事項
タングステン合金プレートは従来の CNC 装置を使用して機械加工できますが、材料の硬度と摩耗性により、特定の工具とプロセス パラメータが必要になります。工具の損傷、表面の亀裂、寸法の不正確さを避けるために、タングステン合金に関する特定の経験を持つサプライヤーまたは機械加工工場と協力することを強くお勧めします。
- ツーリング: 超硬ソリッド工具または超硬チップ工具が必要です。ハイス鋼工具は摩耗が早く、生産速度でのタングステン合金加工には適していません。
- 切断速度: 工具の欠けを防ぐため、適度な送り速度で、鋼よりも低い切削速度 (旋削およびフライス加工の場合は通常 40 ~ 80 m/min) をお勧めします。
- クーラント: 熱の蓄積を管理し、工具寿命を延ばすために、フラッドクーラントを使用することを強くお勧めします。タングステン合金の乾式加工は、工具の急速な摩耗と表面の変色につながります。
- 研削: ±0.1 mm より厳しい平坦度公差を達成するには、最終的な厚さまで表面を研削するのが一般的です。仕上げ加工にはダイヤモンド砥石やCBN砥石を使用します。
- EDM(放電加工): ワイヤー EDM とシンカー EDM はタングステン合金に適しており、従来の切断では実現が困難な複雑な形状や微細な形状を生成できます。
用途に適したタングステン合金プレートの選択
タングステン合金プレートの適切なグレード、厚さ、仕上げを選択するには、アプリケーション固有のいくつかの要素を評価する必要があります。最高密度のグレードを購入することが常に正しい答えであるとは限りません。場合によっては、タングステン含有量が低い合金のほうが、最終用途により適した機械加工性、靱性、磁気的中立性を提供します。
- 密度要件を定義します。 単位体積あたりの最大質量が主な目標である場合は、95% または 97% のタングステン グレードを選択します。被削性と靭性が同等に重要な場合、90% または 93% の材種の方が全体的なバランスが良くなります。
- 磁気要件を確認します。 あpplications near MRI systems, sensitive electromagnetic equipment, or certain aerospace sensors require W-Ni-Cu non-magnetic grades rather than the standard W-Ni-Fe composition.
- 平面度と表面仕上げの公差を指定します。 標準焼結板の平面度偏差は±0.3mm以上となる場合があります。精密なシールドや計装など、より厳密な平坦性が必要な用途の場合は、文書化された平坦性証明書を備えた研削仕上げプレートを指定してください。
- 材料証明書をリクエストします。 防衛、医療、航空宇宙用途の場合は、ASTM B777 または同等の規格に従って、化学組成、密度測定、および機械的特性の試験結果を確認する材料試験報告書 (MTR) を必ず要求してください。
- 表面処理のニーズを考慮してください。 タングステン合金プレートは一般に周囲環境で耐食性がありますが、湿気、酸、または高湿度の雰囲気に長時間さらされる用途では、無電解ニッケルめっきまたは化学的不動態化により、寸法公差に大きな影響を与えることなく追加の保護を提供できます。
安全性と取り扱いのガイドライン
タングステン合金プレートは無毒で非放射性であるため、多くの用途において鉛や劣化ウランに比べて安全性が大幅に向上します。ただし、特にタングステン合金の細かい粉塵や切り粉が発生する機械加工作業中は、安全な取り扱い方法を遵守する必要があります。タングステン粉塵は有害粉塵として分類されているため、長期間吸入しないでください。タングステン合金を加工する施設は、浮遊粒子濃度が職業上の暴露限界を超える可能性がある場合、適切な換気を確保し、適切な集塵システムを使用し、オペレーターに呼吸保護具を提供する必要があります。タングステン合金の切り粉と研削スラッジは、環境への責任と、タングステンの回収価値によりリサイクルが経済的に価値があるため、専門の金属再生チャネルを通じて収集してリサイクルする必要があります。